

16 réponses -
Accéder à la dernière réponse
#1

Invité
Sujet : Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
bonjour,
je soude de la tole de 0.7mm...
Et je voulais avoir des conseils sur le diamètre de tungstène ampérage et technique pour éviter les déformations structurelles sur ce genre de matériaux fins ..
y a il une astuce ???
merci d avance
NANIETLOLO

#2


Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour NANIETLOLO,
Vous ne précisez pas les dimensions de vos pièces
Nous ne connaissons que l'épaisseur de 0,7 mm
Il faut faire un pointage très serré sans métal d'apport (méthode point flash)
Il faut régulièrement planer la tôle avec un maillet pour aplanir les déformations
Vous ne pourrez pas souder sans déformation.
Il faut souder en utilisant la méthode du pas de pèlerin par petites longueurs et redresser constamment par planage les déformations sur un support ou une enclume.

Comment réduire les déformations lors du soudage ?
Le mieux est d'utiliser un métier à souder (sorte d'outillage qui bride les tôles lors du soudage)
La tôle de feuillard, c'est certainement ce qu'il y a de plus difficile à souder sans faire de trous ni trop de déformations
Et il faut un poste à souder qui amorce parfaitement et qui soude à très faible intensité (moins de 15 ampères)
L'électrode de tungstène type WL15 ou WL20 est de Ø 1 mm
L'affûtage de la pointe doit être parfait.
Certains soudeurs soudent sans métal d'apport et d'autres utilisent de temps à autre du fil d'apport de Ø 0,6 mm (le mieux) ou Ø 0,8 mm
Faites des essais de fusion sur des tôles martyres en pleine tôle puis entraînez vous sur des raboutages de tôles
Pourriez vous faire l'effort de placer une image avatar dans votre profil. Merci
Cordialement,
#3

tungstene En ligne le 19/01/2025 à 16:39 (4601 messages sur soudeurs.com)
si vous êtes à plat essayez de brider l'ensemble, et avant débridage martelez votre soudure avec une batte à planer le principe est d'allonger le métal de la soudure, mais il faut vraiment être bien plaqué sur un support
#4

jay En ligne le 11/06/2019 à 05:59 (5 messages sur soudeurs.com)
je tombe sur ce topic à l'instant, je suis presque dans le même cas, faire du bord à bord avec de la tôle éléctrozuingué de 0.8 que je blanchis avant (restauration auto). Pour l'instant je ne fais que des tests :

Je suis évidemment pas satisfait du résultat mais à vous lire j'ai pas la config idéale :
Pointe tungstène de 2.4, métal d'apport de mon mig (fil Ø 0.8mm) Intensité à ~25A, difficulté à gérer l'apport ...
Je compte m'acheter des pointes de Ø1mm et des baguettes d'apport en 0.8, qu'en pensez vous ?
#5
Invité
Bonjour !
Oui, dans l'idéal il faut éléctrode de 1mm (1.6mm minimum).
Pour le métal d'apport, si tu arrives a trouver des baguettes tig en 0.8 oui mais bon courage, ce n'est pas courant, prends du 1mm qui est plus simple à trouver, ou gardes ton fil mig 0.8 ;)
#6
tungstene En ligne le 19/01/2025 à 16:39 (4601 messages sur soudeurs.com)
le problème est que vous avez l'air surtout d'un débutant en TIG, et vous commencez par du difficile.Le mieux serait que vous entraîniez sur des épaisseurs plus fortes avant de vous embarquer sur du si fin. Là vous faites des essais mais vous êtes en pleine tôle, cela va être beaucoup plus délicat lorsque vous allez êtes en bord à bord car vous manquez vraiment de régularité
#7
jay En ligne le 11/06/2019 à 05:59 (5 messages sur soudeurs.com)
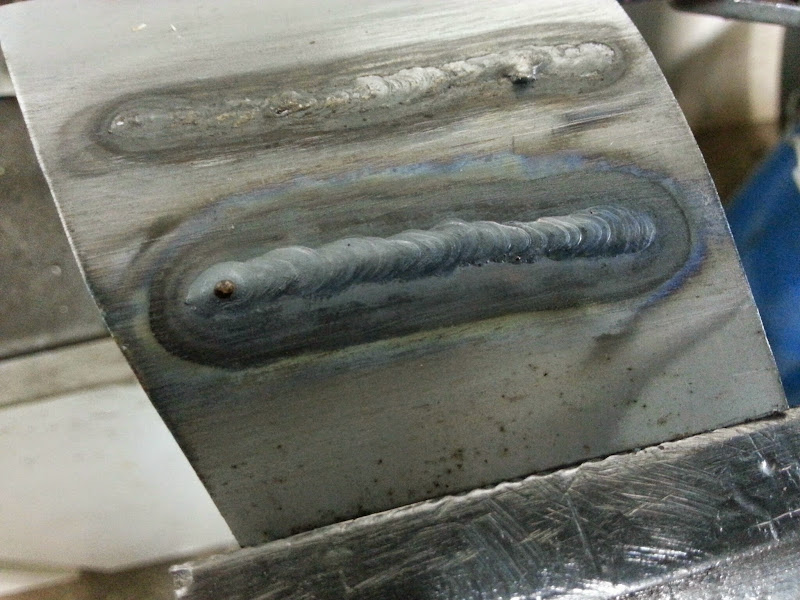
Merci, j'ai continué mes tests ce matin, ça va déjà mieux :
Voilà comment j'ai procédé: pointe plus pointu (comme elles sont trop grosses), je la fais moins dépasser de façon à prendre appui sur le bord de l'isolant (ça change tout), et surtout je ne cherche plus à apporter mon métal d'apport manuellement, c'est plus ma torche qui va à la rencontre, du coup j'ai une bien meilleur régularité.
qu'en pensez vous ?
#8

poupou En ligne le 05/12/2023 à 15:19 (19 messages sur soudeurs.com)
Quel est la longueur de la soudure et quel matériaux?
Pour le pointage comme dis Dominique du point flash serré c'est top en électrode de 1mm affutage 15 degrés.
Par contre pour ma part je suis pas fan du tout du pas de pèlerin sur certaine configuration en faible épaisseurs.
Cela augmente les retrait de soudure d’où le plu gros de la déformations.
Essai de faire un talon de démarrer dessus et de faire ta soudure en une seule fois le tout si possible bridé sur un outillage.
Ensuite un planage pour écrouir la soudure et compare les deux méthodes, pas de pèlerin et soudure en une seule fois.
#9


BLONDIN2170 En ligne le 27/08/2024 à 08:24 (1224 messages sur soudeurs.com)
Bonsoir,
Je confirme qu'il faut éviter les reprises sur les fines épaisseurs, à proscrire.
D'une seule traite avec une vitesse d'avance assez rapide.
Le planage comme l'a bien précisé poupou est indispensable pour atténuer les contraintes obtenues dans le joint.
Cordialement,
#10
poupou En ligne le 05/12/2023 à 15:19 (19 messages sur soudeurs.com)
J’avais pas vu la deuxième page avec ton dernier essai.;)
Pour une soudure comme sur ta photo moi je ne ferais pas de pas de pèlerin.
Vu que tu es en pleine tôle pas besoin de talon.
Par contre essaie avec une protection envers ça stabilise énormément le bain sur des épaisseurs si fines, du coup beaucoup plus facile d'être régulier.
#11
poupou En ligne le 05/12/2023 à 15:19 (19 messages sur soudeurs.com)
En plus de rattraper la déformation le planage améliorera la tenue en fatigue de ta soudure.
Tu t'en fiches pour des essais mais toujours bon à savoir quand tu bricoles sur des soudures sollicitées en fatigue.
#12
Dans mon test, la soudure fait 5cm, en vrai ca sera variable :
de 2 cm à 100 cm (cas d'un passage de roue par exemple :

Au niveau des matériaux: tôle ancienne saine (Ep:0.8mm) en bord à bord avec de la tôle éléctrozuingée neuve en 0.8mm
Jusqu'à présent, je travaille au mag "en point de chaînette", j'aimerais faire ce genre de soudure au TIG pour avoir une soudure plus belle et qui nécessite moins de meulage.
Des restaurateurs auto (très bon) arrive à faire ce genre de soudure au chalumeau :

source
alors je me dis que ça doit être faisable au TIG :confused:
J'arrive bien à pointer mes tôles, maintenant faire du bord à bord avec du métal d'apport, (car ça ne joint pas forcément partout nickel-nickel) va falloir bosser...
Difficile d'avoir une protection envers sur de la carrosserie auto ?
Je mets un lien de mes travaux actuels pour les plus curieux ::)
ICI
jay En ligne le 11/06/2019 à 05:59 (5 messages sur soudeurs.com)
Envoyé par poupou
Quel est la longueur de la soudure et quel matériaux?
Dans mon test, la soudure fait 5cm, en vrai ca sera variable :
de 2 cm à 100 cm (cas d'un passage de roue par exemple :
Au niveau des matériaux: tôle ancienne saine (Ep:0.8mm) en bord à bord avec de la tôle éléctrozuingée neuve en 0.8mm
Jusqu'à présent, je travaille au mag "en point de chaînette", j'aimerais faire ce genre de soudure au TIG pour avoir une soudure plus belle et qui nécessite moins de meulage.
Des restaurateurs auto (très bon) arrive à faire ce genre de soudure au chalumeau :
source
alors je me dis que ça doit être faisable au TIG :confused:
Envoyé par poupou
Pour le pointage comme dis Dominique du point flash serré c'est top en électrode de 1mm affutage 15 degrés.
Par contre pour ma part je suis pas fan du tout du pas de pèlerin sur certaine configuration en faible épaisseurs.
Cela augmente les retrait de soudure d’où le plu gros de la déformations.
Essai de faire un talon de démarrer dessus et de faire ta soudure en une seule fois le tout si possible bridé sur un outillage.
Ensuite un planage pour écrouir la soudure et compare les deux méthodes, pas de pèlerin et soudure en une seule fois.
J'arrive bien à pointer mes tôles, maintenant faire du bord à bord avec du métal d'apport, (car ça ne joint pas forcément partout nickel-nickel) va falloir bosser...
Envoyé par poupou
Par contre essaie avec une protection envers ça stabilise énormément le bain sur des épaisseurs si fines, du coup beaucoup plus facile d'être régulier.
Difficile d'avoir une protection envers sur de la carrosserie auto ?
Je mets un lien de mes travaux actuels pour les plus curieux ::)
ICI
#13

yanng22 En ligne le 23/06/2020 à 07:33 (611 messages sur soudeurs.com)
Bonjour
En soudure comme en peinture la préparation c'est le plus important.
Votre TIG est il pulsé ?car ce type de soudage réduit sensiblement l'énergie et donc les déformations.
Un petit mig avec du fil de 06 aurait été parfait pour ce travail:)
Cordialement
#14
jay En ligne le 11/06/2019 à 05:59 (5 messages sur soudeurs.com)
Oui j'ai un mode pulsé sur mon TIG mais j'ai pas fait d'essai sur de la tôle fine avec ce mode. Pour mon mig, je vais tester avec du 0.6.
Merci
#15

Groumph En ligne le 18/04/2017 à 11:39 (10 messages sur soudeurs.com)
Bonjour,
Le mode pulsé peut simplifier le problème, mais le réglage reste très important.
Perso, j'utilise aussi une pédale qui permet d'ajuster instantanément l'ampérage et de garder un bain de fusion minimum selon le besoin du moment (avec un accostage pas parfait, c'est plus facile que évanouisseur).
Pour le métal d'apport, du fil mig de la bonne nuance va très bien, mais plus il y a apport, plus il y a déformation. Il est bon de procéder à un essai pour vérifier la compatibilité du matériel avec les besoins de l'opération envisagée, tous les postes ne sont pas stables dans les petites puissances.
Pour avoir eu à faire un travail sur une pièce de carrosserie d'une petite vieille (la voiture !) il est possible de souder sans trop de déformations à condition de bien réfléchir, de ne pas être trop pressé et de ne pas chauffer les pièces plus que le strict nécessaire, le pointage spot est effectivement une bonne solution et sa séquence aussi est importante.
Essayer ( sur un vieux bout de carrosserie assez grand), bien observer ce qui se passe et ne passer à l'acte que quand c'est au point....
Les soudures, il n'y en pas deux pareilles. Bon courage et tenez bon !
#16

lasertech En ligne le 20/11/2019 à 07:45 (1 message sur soudeurs.com)
Bonjour ,
le mieux est d'assembler vos toles en soudure laser, pas de déformation et nous pouvons assembler des tôles de 0.15mm....
#17


YannA En ligne le 05/06/2023 à 08:35 (224 messages sur soudeurs.com)
Bonjour,
Ce sujet date de 2015. Je ne suis convaincu que les acteurs de cette conversation se creusent encore la tête sur cette problématique.
Si vous souhaitez présenter votre entreprise et vos services, je vous invite à y consacrer un sujet dédié en ayant demandé au préalable l'accord du responsable du site.
Merci par avance.
Cdlt,
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872
YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4856
Affichages : 4856
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1568
Affichages : 1568
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2209
Affichages : 2209
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3954
Affichages : 3954
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3736
Affichages : 3736
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32175
Affichages : 32175
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1872
Affichages : 1872
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3826
Affichages : 3826
Dominique ADMIN
22/08/2016 18:18:00