

7 réponses -
Accéder à la dernière réponse
#1


jean72 En ligne le 28/01/2014 à 11:10 (4 messages sur soudeurs.com)
Sujet : soudure MMA : point ou cordon
Bonjour,
J'ai un petit inverter gys 3200 acheté en gsb dans l'urgence il y a un an.
Je m'en sers pour des petits travaux de ferronnerie. au début contraint j'ai du dans l'urgence renforcer les protections de soupiraux (carré de 16) qui avaient été démontés par des "voleurs de la nuit ". ma première soudure verticale m'a pris un un petit samedi après midi...
j'utilise principalement des baguettes rapidarc ou easy arc et j'ai changé le cordon du porte électrode pour un cordon de 8m.. (la suite explique le pourquoi)
grâce au forum j'ai pu progresser j'ai pu passer une petite centaine d'électrodes mais je suis encore un bizut qui se pose quelques questions.
quand je soude verticalement un rond de 10mm sur un plat de 35mm*4mm ça se passe beaucoup mieux en faisant des points en 3.2 qu'en faisant un cordon (en 2.5 ou 3.2). en effet j'ai tendance à creuser le rond si je faits un cordon. je pense que c'est lier à mon manque de technique quand je soude des pièces ayant une faible surface de contact.
j'ai l'impression qu'en plaçant sur chaque coté deux points de soudure en 3.2mm ( le rond recouvre le plat et je place un point en haut à gauche, un point en haut à droite, un en bas de chaque coté) c'est solide mais étant béotien je me rapproche de vous.
je vais également souder des tubes carrés creux entre eux : pour une toiture superposition de deux tubes de 40*40 en 3mm sur une longueur de 6m, l'objectif étant de renforcer le tube au niveau de la flèche là encore la question du pointage ou du cordon de soudure se pose. (temps de mise en oeuvre, risque de déformation du tube)
la soudure se fera sur la tranche du tube. je pense que mon petit 3200 sera à la peine je vais devoir trouver une solution je vais en profiter pour me trouver un bon masque j'utilise actuellement celui livré en pack avec le 3200.
cordialement
jean

#2


arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
Les électrodes Rapidarc sont assez différentes des Easy arc même s'il s'agit pour les 2 d'électrodes rutiles.
Puisque vos travaux demandent une faible pénétration et que vous débutez je vous conseillerai plutôt d’utiliser les Easy arc à enrobage plus épais (sauf en position de soudage verticale)
D'ailleurs j'ai l'impression que quand vous dites que vous soudez verticalement le rond de 10mm c'est en fait une soudure horizontale d'angle mais c'est juste le rond qui est vertical.
Vous ne parviendrez pas à faire un bon cordon d'un trait qui fasse tout le tour de votre rond donc c'est normal de s'y prendre en plusieurs fois (ex 4 cordons courts).Vous pouvez faire cela avec de la 2,5 ou de la 3,2 mais la 3,2mm faisant un cordon plus large ça peut vous faciliter le choses en angle. Selon votre inclinaison d'électrodes vous creuserez plus ou moins le rond.
Pour votre toiture des électrodes de 2,5mm conviendrons et vous pourrez faire des cordons de 5 à 10 cm alternés de part et d'autre de vos tubes pour limiter les déformations. Vous n'avez pas besoin au final d'avoir un cordon continu et vos cordons peuvent bien être espacés de 30cm de chaque côté.
![]() Quels sont les choix d’électrodes enrobées universelles pour aciers carbone non alliés
Quels sont les choix d’électrodes enrobées universelles pour aciers carbone non alliés
![]() Les électrodes enrobées pour le soudage : leurs caractéristiques et leurs choix.
Les électrodes enrobées pour le soudage : leurs caractéristiques et leurs choix.
Cordialement
Arnaud72
#3
jean72 En ligne le 28/01/2014 à 11:10 (4 messages sur soudeurs.com)
bonjour Arnaud,
merci beaucoup pour ces informations.
la soudure dont je parlais consistait à souder un rond de 10mm à un plat ( 30*5 ou 6)le rond étant vertical le plat horizontal, le rond rencontre le plat sur 30mm. j'ai fait de chaque coté du rond deux petites soudures : une en partant du point bas et en remontant légèrement sur un demi centimètre, une en haut sur une demi centimètre. je crois que la position se nomme PF/3F.
je vais mettre en oeuvre votre recommandation de souder de chaque coté sur 5cm tout les 30cm.
si vous êtes sarthois (72) pouvez vous me recommander un distributeur gys'
cdt
jean
#4
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
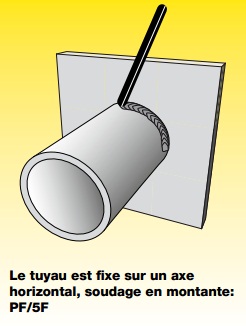
Je ne comprends pas vraiment votre description de position de soudage: vous pouvez préciser ça selon les schémas de tuyauterie joints ?
http://www.esab.fr/france-benelux/fr/erc-login/upload/Positions-de-soudage.pdf
Je ne suis pas du tout de la Sarthe, j'ai choisi ce numéro un peu au hasard.
Je pense que GYS pourra vous préciser des adresses.
Je sais qu'il y a les centres AD (Auto Distribution) qui distribuent le matériel GYS; en campagne il y a aussi souvent des marchands de matériel agricole.
Il y a des quincailleries ou magasins de fournitures industrielles qui en vendent aussi mais souvent en complément d'autres marques plus chères.
D'ailleurs ces gens là n'aiment pas trop vendre autre chose que l'entrée de gamme de GYS et souvent s'ils voient que le client est près à y mettre plus cher ils préfèrent l'orienter vers d'autres marques sur lesquels ils auront une marge supérieure.
Ce problème n'est d'ailleurs pas propre à GYS et j'ai l'ai vu encore il y a pas longtemps avec un vendeur qui distribuait à la fois Fimer (un petit fabricant italien tout à fait respectable et très dynamique comme GYS en France) et ESAB (le plus grand fabricant européen).
Les choses sont en train de changer maintenant que GYS a monté en gamme.
D'ailleurs le groupe IPH qui regroupe 200 magasins de fournitures industrielles des réseaux Orexad et Anfidis (qui travaille historiquement avec Air Liquide -SAF ou Oerlikon ou Cemont) a choisi GYS pour lui fournir ses postes sous sa marque de distributeur GISS.
Là ce qui est notable c'est que ce n'est pas seulement l'entrée de gamme de GYS qui a été retenue mais qu'il y a un poste plus haut de gamme comme le GYSMI 206 qui est vendu sous le nom "GISS Arc 200 expert".
Sur les postes à électrodes enrobées vous pouvez aussi trouver des postes GYS sous différentes marques de distributeur (la moins chère hors promotion étant probablement Spark chez Brico Dépot)
Cordialement
Arnaud72
#5
jean72 En ligne le 28/01/2014 à 11:10 (4 messages sur soudeurs.com)
Bonjour,
je pense que ma position est PF/3F.



j'ai contacté AD et je vais leur prendre soit un gysmi 206 soit un gysmi207.
cordialement
jean
#6
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
S'il s'agit vraiment de soudure verticale vous verrez que pour les faibles épaisseurs ou si vous n'avez pas besoin d'une pleine pénétration; ce sera plus facile en descendant qu'en montant.
Pour le GYSMI 206 il vaut mieux prendre le modèle XL avec les gros et longs câbles: c'est. plus cher mais plus pratique à l'usage.
Je ne connais pas le GYSMI 207 c'est pas le TIG 207 AC/DC forcement beaucoup plus cher ?.
Cordialement
Arnaud72
#7
jean72 En ligne le 28/01/2014 à 11:10 (4 messages sur soudeurs.com)
bonjour
j'ai commandé le modèle 206 xl que j'ai reçu ce matin. je me suis déjà fait avoir avec des câbles trop courts j'ai compris la leçon. je n'ai pas pris le 207 qui était hors de mon budget et de mes capacités techniques mais je me suis pris une cagoule weldline chameleon 3v+
Arnaud je suis vraiment content de pouvoir vous remercier :
j'ai fait un petit essai avec les réglages d'usine sur deux chutes de tube carré de 40 en 3mm j'ai essayé de souder avec de la 2.5 réglée à 75 puis avec de la 3.2 réglée à 120 puis 100.
les soudures sont justes extra je place mon bain plus facilement, pas de petits trous, le laitier se détache tout seul ce qui n'était jamais le cas avec mon gys 3200
au niveau pénétration la 3.2 semble ok et plus rapide que la 2.5 qui remplit moins le chanfrein naturel des deux tubes.
cordialement
jean
#8
arnaud72 En ligne le 08/11/2022 à 19:11 (892 messages sur soudeurs.com)
Bonjour,
Forcement avec un poste nettement plus cher ont voit tout de suite à l'usage l’intérêt de dépenser un peu plus que ce que l'on voulait au départ.
Je ne sais pas quel était votre réglage par défaut sur le Gysmi 206 pour l'Arc force mais j'ai trouvé sur le mien qu'il valait mieux ne pas le mettre trop fort : 10% peu suffire avec des électrodes rutiles si l'on n'a pas un geste trop mal-adroit. En ayant un arc force faible on peu avoir un minimum de projection pour un très bon aspect. Comme ce réglage optimale dépend un peu des électrodes (et il y a des différences significatives entre différentes rutiles), il faut ajuster en fonction de ce qu'on utilise.
Vous devriez aussi voir que pour les faibles épaisseurs vous pourrez travailler plus facilement avec de très faibles courants avec le GYSMI 206
Cordialement
Arnaud72
Sujets connexes les plus populaires
Retour d'expérience Soudage ALU à l'électrode enrobée MMA (Ce Qu'il Faut Savoir)
30/12/2016 07:14:19 - blues93
Réponses : 18
Affichages : 12912
Affichages : 12912
tom73500
04/11/2023 06:58:16
Question Posée Epaisseur et diamètre d’électrodes...
08/02/2012 22:11:32 - coach
Réponses : 8
Affichages : 26428
Affichages : 26428
locouarn
12/11/2019 15:25:42
Question Posée Polarité positive ou négative... je ne comprends plus rien !!
15/08/2012 16:12:39 - Abdias974
Réponses : 5
Affichages : 29626
Affichages : 29626
Aide soudure acier galvanisé avec poste à l'arc
03/03/2009 13:12:58 - beaugosse
Réponses : 1
Affichages : 20996
Affichages : 20996
Admin dusweld1
08/03/2009 10:28:56
Intensité de soudage
22/09/2003 10:02:07 - gerald
Réponses : 3
Affichages : 22009
Affichages : 22009
PPHM
22/09/2003 19:04:19
probleme de soudure alu avec electrodes enrobées
24/03/2007 13:57:37 - proto43
Réponses : 2
Affichages : 23249
Affichages : 23249
Admin dusweld1
25/03/2007 07:51:42
Rutile et intensité de soudage verticale montante
14/03/2009 07:34:57 - LeWax26
Réponses : 8
Affichages : 14756
Affichages : 14756
tungstene
12/12/2014 13:11:41
Comment choisir et sélectionner le diamètre ou la dimension de l'électrode enrobée ?
06/03/2011 13:02:31 - Admin dusweld1
Réponses : 1
Affichages : 7280
Affichages : 7280
arnaud72
06/03/2011 20:08:14
Quelles marques et type d'électrodes rutiles.
09/11/2005 00:57:32 - emmanueltex
Réponses : 10
Affichages : 32033
Affichages : 32033
jacky111
16/11/2010 21:00:37
laitier au milieu de la soudure
23/01/2011 13:01:49 - bernjean84
Réponses : 7
Affichages : 9298
Affichages : 9298
arnaud72
07/02/2011 22:00:31
Choix électrodes encore et toujours mais plus
24/03/2011 20:39:10 - PaulPierrot
Réponses : 4
Affichages : 4385
Affichages : 4385
arnaud72
26/03/2011 20:24:00
soudure à l'arc et tôles
16/08/2004 08:38:31 - thierrydesbois
Réponses : 4
Affichages : 16647
Affichages : 16647
Les différences entre Basique , Rutile , Cellulosique ?
03/07/2013 16:54:14 - Patux666
Réponses : 3
Affichages : 4659
Affichages : 4659
Patux666
03/07/2013 18:20:18
polarité inverter
27/08/2010 18:08:32 - Adiforst
Réponses : 7
Affichages : 11958
Affichages : 11958
arnaud72
31/08/2010 16:14:22
[Résolu] Rebouchage d'un trou avec poste MMA
11/11/2011 09:54:40 - stratos52
Réponses : 6
Affichages : 13054
Affichages : 13054
Admin dusweld1
14/11/2011 03:41:43
Inversion de polarite sur poste Inverter
28/01/2010 06:11:56 - casper92
Réponses : 4
Affichages : 8607
Affichages : 8607
Electrode cellulosique ?
29/06/2007 15:42:38 - JeanMalo
Réponses : 11
Affichages : 23761
Affichages : 23761
Retour d'expérience Problème sur début de cordon en angle!!
17/06/2012 19:08:03 - Regal38
Réponses : 9
Affichages : 5252
Affichages : 5252
arnaud72
18/07/2012 21:20:14
Choix de la tension d'amorçage sur poste à l'arc 50/70v!!
01/07/2013 02:42:56 - Regal38
Réponses : 35
Affichages : 13119
Affichages : 13119
188Dom
07/07/2023 10:24:33
Soudure montante
15/03/2011 20:03:00 - guigui67
Réponses : 3
Affichages : 14072
Affichages : 14072
guigui67
17/04/2011 14:26:16