

15 réponses -
Accéder à la dernière réponse
#1

blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
Sujet : Retour d'expérience Soudage ALU à l'électrode enrobée MMA (Ce Qu'il Faut Savoir)
Bonjour,
Je me propose de récapituler dans ce post les infos à connaître pour souder l'aluminium à l'arc électrique à l'aide d'électrodes enrobées spéciales Aluminium (baguettes ALU)
l'idée n'est pas de faire de la production, mais de se dépanner en cas de besoin ; -)
****** Ebauche en cours de rédaction *****
La plupart des règles "connues" du soudage ALU au TIG/MIG s'appliquent (sauf celles liées aux procédés de soudage TIG/MIG).
Le soudage MMA de l'aluminium et de ses alliages jusqu'à 6% de Silicium avec des électrodes enrobées,
L'épaisseur de la pièce support doit être supérieure à 3 mm sinon perçage garanti ...
Avec les inverter DC évolué et les réglages avancée offerts, l'idée sera d'optimiser le soudage à ces faibles épaisseurs
Veiller principalement la préparation et la propriété des pièces à souder,
sans oublier d'utiliser des outils "dédiés ALU" et brosses en INOX pour éviter la contamination.
Le soudage est réalisé en courant continu, polarité positive à l'électrode.
En MMA la Tension d'amorçage "élevée" > 100 volts est recommandée car on sait que l'électrode ALU est dur à amorcer
(caractéristique que l'on trouve sur les postes compatibles Electrode Cellulosique).
- avec une électrode enrobée neuve, il faut "étêter" l'enrobage de l'électrode avant de démarrer la soudure !
- entre 2 soudures/passes, il faut éliminer l'alumine (oxydation de l'alu) qui s'est formé au bout de l'électrode exposée à l'air
pour ce faire, il suffit de le gratter (sur quoi ?, pièce martyre ?, en alu ou en inox ?)
- il peut être nécessaire de casser le laitier qui s'est formé au bout de l'électrode en fin de soudure précédente
(problématique commune aux électrodes basique en général)
Les électrodes ALU craignent l'humidité, il est recommandé de les étuver avant usage (15 minutes au four à 110°).
L'autre difficulté pour souder l'ALU c'est qu'il fond/perd ses caractéristiques à basse température.
Il faut donc régler l'intensité (A) au plus bas possible.
***** Piste à suivre en général *****
- Protéger la partie à souder préparée/nettoyée à la suif ? a priori les corps gras sont à proscrire
- Souder en tirant.
- Angle idéal ? dans la vidéo INA l'angle du soudeur est 90° (lien au post suivant)
- vitesse idéal ? la fusion semble rapide => vitesse rapide
***** Piste à suivre en MMA avec un INVERTER DC *****
- Un "Hot Start" réglé bas ?
- Un "Arc Force" réglé bas (évite les perforation).
- Mode MMA PULSE réglé pour aider le bain à figer au fur et mesure de l'avancement ?
Le nettoyage final du cordon de soudure est réalisé à l'eau pour supprimer le laitier résiduel.
Voilà pour le début.
**** Les différents électrodes enrobées ALU du marcher ****
SELECTARC
GYS ALU
SAF
***** section tampon en cours d'analyse *****
ajout modo : Il est recommandé de gratter la surface à souder cela ne fait-il pas partie de la préparation avant soudage ?
et de préchauffer la pièce à environ 150° C pour améliorer l'amorçage et le soudage particulièrement valable pour les pièces massives ?
#2
dans cette vidéo, il y est fait 3 cordons successifs
- les 2 premiers cordons sont fait avec les mêmes réglages, seul l'angle de la caméra change pour mieux voir Electrodes diam. 3,2mm,
les réglages sont "slide" ArcForce & HotStart = ArcForce et HotStart "slide" ? = doux" (bas) sous110A / 120A
- le 3e cordon est fait avec 15A en moins sous 105/110A et avec un HotStart & ArcForce réglé plus fort
NB: je trouve que les soudure sont très correctes,
par contre il n'y a pas l'air d'y avoir grande pénétration le soudage Recto/verso semble nécessaire ?
MaJ ****** les différentes techniques de soudage suivant les positions de soudages ****
en position verticale en angle, la technique en montant de " l'arbre de noël "
offre plus de pénétration que la verticale descente en rond (ici procédé MIG)
mig welding technique for uphill welding by weldingtipsandtricks - YouTube
**** Liens intéressants ****
Soudage a l’arc de l’aluminium et des ses alliages - france soudage
assemblage par soudage acier/alu
http://www.usinenouvelle.com/article/souder-l-aluminium-et-l-acier-n-est-plus-impossible.N157533
http://www.esab.fr/france-benelux/fr/education/blog/can-i-weld-aluminum-to-steel.cfm
blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
to be continued .....
liens / sources / etc ....
Voici les erreurs les plus souvent commises lors du soudage TIG/141 de l'aluminium http://www.ina.fr/video/VDD09016215
Bonne année ; -)
Envoyé par Dominique
Bonjour, Stick Welding Aluminum with an Everlast DC inverter PowerArc 300 - YouTube Cordialement
dans cette vidéo, il y est fait 3 cordons successifs
- les 2 premiers cordons sont fait avec les mêmes réglages, seul l'angle de la caméra change pour mieux voir Electrodes diam. 3,2mm,
les réglages sont "slide" ArcForce & HotStart = ArcForce et HotStart "slide" ? = doux" (bas) sous110A / 120A
- le 3e cordon est fait avec 15A en moins sous 105/110A et avec un HotStart & ArcForce réglé plus fort
NB: je trouve que les soudure sont très correctes,
par contre il n'y a pas l'air d'y avoir grande pénétration le soudage Recto/verso semble nécessaire ?
MaJ ****** les différentes techniques de soudage suivant les positions de soudages ****
en position verticale en angle, la technique en montant de " l'arbre de noël "
offre plus de pénétration que la verticale descente en rond (ici procédé MIG)
mig welding technique for uphill welding by weldingtipsandtricks - YouTube
**** Liens intéressants ****
Soudage a l’arc de l’aluminium et des ses alliages - france soudage
assemblage par soudage acier/alu
http://www.usinenouvelle.com/article/souder-l-aluminium-et-l-acier-n-est-plus-impossible.N157533
http://www.esab.fr/france-benelux/fr/education/blog/can-i-weld-aluminum-to-steel.cfm
#3

Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour Blues93,
Merci pour cette ébauche d'article qui sera utile à tous les utilisateurs occasionnels d'électrodes enrobées pour le soudage de l'aluminium en maintenance et en réparation d'urgence.
Bonne année 2017.
Cordialement,
#4

Les 2 électrodes alu proposées chez SELECTARC (dernier fabricant d'électrodes enrobées en France) sont de 5% et 12% en silicium. Afficher la pièce jointe
[QUOTE]Le soudage est réalisé en courant continu, polarité positive à l'électrode.
En MMA la Tension d'amorçage "élevée" > 100 volts est recommandée car on sait que l'électrode ALU est dure à amorcer (caractéristique que l'on retrouve sur les postes compatibles Electrode Cellulosic)
Tu confonds la tension d'amorçage : Tension à mettre en oeuvre pour allumer une électrode. On la trouve sur le paquet d'électrodes. Elle n'intéresse que les électrodes branchées en CC- pour lesquelles l'amorçage est difficile du fait du sens électronique.
Et la tension à vide (U0) : Tension maximum que le poste peut délivrer pour amorcer une électrode. On la trouve sur la plaque signalétique du générateur.
Pour l'électrode alu on soude en CC+, on n'a pas besoin d'une tension à vide élevée. Ce qui gêne fortement son amorçage c'est l'alumine sur la pièce et sur l'électrode.
[QUOTE]penser à "casser" l'extrémité de l'enrobage de l'électrode avant de démarrer la soudure !
Avant de réamorcer un arc, il faut casser l'embout de laitier de l'électrode.
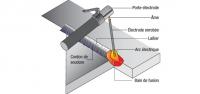
On casse éventuellement le laitier en bout d'électrode quand on rallume une électrode à enrobage basique à cause du cratère d'enrobage formé à son extrémité, comme sur cette image :

Mais on gratte l'extrémité de l'électrode alu pour éliminer la couche d'alumine (couche d'oxyde de l'aluminium) qui gêne l'amorçage.
Surtout pas de corps gras, la pièce à souder doit être parfaitement propre et sèche.
Cordialement
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour blues93,
Très bonne idée cet article
jusqu'à 6% de Silicium
Les 2 électrodes alu proposées chez SELECTARC (dernier fabricant d'électrodes enrobées en France) sont de 5% et 12% en silicium. Afficher la pièce jointe
[QUOTE]Le soudage est réalisé en courant continu, polarité positive à l'électrode.
En MMA la Tension d'amorçage "élevée" > 100 volts est recommandée car on sait que l'électrode ALU est dure à amorcer (caractéristique que l'on retrouve sur les postes compatibles Electrode Cellulosic)
Tu confonds la tension d'amorçage : Tension à mettre en oeuvre pour allumer une électrode. On la trouve sur le paquet d'électrodes. Elle n'intéresse que les électrodes branchées en CC- pour lesquelles l'amorçage est difficile du fait du sens électronique.
Et la tension à vide (U0) : Tension maximum que le poste peut délivrer pour amorcer une électrode. On la trouve sur la plaque signalétique du générateur.
Pour l'électrode alu on soude en CC+, on n'a pas besoin d'une tension à vide élevée. Ce qui gêne fortement son amorçage c'est l'alumine sur la pièce et sur l'électrode.
[QUOTE]penser à "casser" l'extrémité de l'enrobage de l'électrode avant de démarrer la soudure !
Avant de réamorcer un arc, il faut casser l'embout de laitier de l'électrode.
On casse éventuellement le laitier en bout d'électrode quand on rallume une électrode à enrobage basique à cause du cratère d'enrobage formé à son extrémité, comme sur cette image :
Mais on gratte l'extrémité de l'électrode alu pour éliminer la couche d'alumine (couche d'oxyde de l'aluminium) qui gêne l'amorçage.
- protéger la partie à souder préparée/nettoyée" à la suif ?
Surtout pas de corps gras, la pièce à souder doit être parfaitement propre et sèche.
Cordialement
#5

tungstene En ligne le 19/01/2025 à 16:39 (4601 messages sur soudeurs.com)
je ne sais pas si ces électrodes ont fait des progrès, mais il y a très très longtemps, j'en ai testée une par curiosité, ce dont je me souviens, c'est que lors du soudage on ne voyait que dalle, fumée tellement abondante, et grandes difficultés pour percevoir la différence entre le laitier en fusion et métal en fusion
#6
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour W,
J'ai fait le même constat il y a une dizaine d'années, avec un paquet d'électrodes alu perdu dans un fond de magasin.
Beaucoup de projections, de fumée et un échauffement rapide de l'électrode qui est devenue rouge à la moitié de sa consommation, avec une dégradation de l'enrobage.
Un bain de fusion difficile à contrôler qui allait en s'élargissant.
J'avais pourtant suivi les préconisations du fabricant pour l'intensité, comme pour la polarité (CC+).
Le paquet est parti à la benne.
Salutations
#7
blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
merci pour toute vos correction/précisions
je compte tester et affiner tous ces points afin de valider la meilleure façon de procéder
vos remarques sur les électrodes me font penser qu'il sera bon de tester plusieurs fabricant
il me semble bien avoir lu que l'humidité était l'ennemie des électrodes ALU
étuvage obligatoire pour des "vielles" électrodes
dans cette vidéo de INA,
dans la 1er partie soudage en courant continu à l'électrode enrobée de l'ALU
je trouve qu'il n'y a pas trop de projection ou fumée
vidéo fort instructive au demeurant
Soudure a l'arc - Video Ina.fr
#8
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Bonjour,
Vidéo sur YouTube
Stick Welding Aluminum with an Everlast DC inverter PowerArc 300 - YouTube
Cordialement
#9
blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
Super, merci du lien
très instructive vidéo
j'ajoute le lien au poste n°2 de suite
PS : j'ai déjà MaJ le poste n°1
#10
blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
maj
#11
Pas de nouvelles depuis bientôt 1 an, où en êtes-vous de vos essais ?
De par mon expérience et de ce que j'ai pu en lire, je tire la conclusion que le soudage de l'aluminium à l'électrode enrobée n'est pas du tout adapté à une pratique professionnelle de qualité, car il est remplacé avantageusement à tous points de vue par le TIG ou le MIG.
Il ne l'est pas davantage pour une pratique amateur à cause principalement de la grande dextérité (pour une soudure qui ne peut se faire qu'à plat !) qu'il nécessite, autant que la connaissance approfondie du matériau et des réglages du générateur.
De même, avez-vous pu tester le mode pulsé à l'électrode enrobée ?
Cordialement,
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour blues93,
A y'est, je viens de recevoir mon EWM PICO 160 CEL PULS Je vais pouvoir faire des essais comparatif de soudage ALU en MMA (baguettes enrobées ALU)
Pas de nouvelles depuis bientôt 1 an, où en êtes-vous de vos essais ?
De par mon expérience et de ce que j'ai pu en lire, je tire la conclusion que le soudage de l'aluminium à l'électrode enrobée n'est pas du tout adapté à une pratique professionnelle de qualité, car il est remplacé avantageusement à tous points de vue par le TIG ou le MIG.
Il ne l'est pas davantage pour une pratique amateur à cause principalement de la grande dextérité (pour une soudure qui ne peut se faire qu'à plat !) qu'il nécessite, autant que la connaissance approfondie du matériau et des réglages du générateur.
De même, avez-vous pu tester le mode pulsé à l'électrode enrobée ?
Cordialement,
#12
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour charles2a,
Stick welding aluminium (Weld.com)
Le démonstrateur assemble des pièces épaisses (5 mm), préchauffées, en angle à plat (PB), des cordons courts.. pour un résultat visuel très moyen.
On n'ira pas vérifier la pénétration ou la compacité.
Stick welding aluminium and weird trick (weldingtipsandtricks)
Soudure sur pièce épaisse (6mm), à clin (PB), cordons courts... et une macrographie constellée de soufflures, mais une bonne dilution.
Plus un essai en TIG avec l'électrode enrobée alu comme métal d'apport, sur épaisseur plus fine (3mm ?). Quel intérêt ?
Stick welding aluminium with an Everlast DC
Soudure sur tôle de 3 mm en angle intérieur à plat (PB), la pièce est plaquée sur la table pour une meilleure diffusion de la chaleur, cordons courts (4 cordons sur une éprouvette de 300 mm de longueur),
Un visuel très médiocre, et pas de contrôles poussés.
Soudure à l'arc (vidéo INA 1954)
Ce film vous est offert par le plan Marshall (sic)
De fortes épaisseurs avec support envers, à plat, un arc très court avec de nombreuses extinctions.
Un angle intérieur vertical descendant très osé.
Aluminium stick welding, first time newbee on 4043 rod
Une vidéo qui donne un très bon exemple des déboires qui attendent le débutant en 111 alu.
Aluminium stick welding, a total success !
Déclaration intempestive, pour des lignes de fusion, à plat (PA), avec préchauffage.
Aluminium welding rod DC
Mission impossible
Ça se passe de commentaires.
Les 4 premiers démonstrateurs ne sont pas de vulgaires pékins, mais des soudeurs aguerris à l'électrode enrobée.
Et pourtant les résultats sont très moyens.
Les éprouvettes se ressemblent toutes et sont réalisées dans des conditions qui permettent de limiter les dégâts :
- Soudage à plat uniquement
- Préchauffage
- Cordons courts
- Epaisseurs moyennes ou fortes
- Intensités élevées
- Support envers
- Arc très court
- Grande vitesse de soudage
Il ne faut pas se faire d'illusions, c'est une pratique très difficile, pour peu d'applications envisageables.
Bonne chance à tous ceux qui pensent pouvoir faire l'impasse de l'achat d'un TIG ou d'un MIG et de leur bouteille de gaz.
Cordialement,
#13


locouarn En ligne le 10/12/2024 à 17:53 (4796 messages sur soudeurs.com)
Bonjour SavoirFer,
Merci pour cette mise au point fort juste et détaillée.
Sur la vidéo du 5ème lien, l'amorçage en tapant ainsi l'électrode (au lieu de frotter "comme une allumette" selon l'expression du film INA), l'enrobage risque de ne pas apprécier ! ;)
Bref, même pour un dépannage ponctuel, cela reste un pari très aléatoire.
Cordialement.
#14

doulsoude09 En ligne le 04/08/2019 à 19:47 (100 messages sur soudeurs.com)
Bonjour, une soudure au chalumeau serait surement une bien meilleure solution : http://www.ina.fr/video/VDD09016217
#15
SavoirFer En ligne le 10/11/2019 à 07:14 (933 messages sur soudeurs.com)
Bonjour,
Un très bon exemple d'application possible en réparation sur une vieille fonte d'aluminium :
Blue demon aluminium stick welding rods
Entrainement sur de la tôle de 3 mm, en angle à clin (plaquée sur la table), avec préchauffage (150°C mini), pièces propres et décapées.
Electrodes de 2,5 mm à 70 A, polarité CC+.
Attention on perce facilement, surtout par accumulation de chaleur dans la pièce : Arc long, vitesse trop lente, trop forte inclinaison de l'électrode...
Travailler en semi-descendante, comme dans la vidéo, est une bonne solution pour éviter l'effondrement.
Le seul défaut de cette vidéo, c'est le travail sans gants.
Stick welding cast aluminium
Une autre application, pour une réparation de fissure sur fonte d'alu.
Cordialement,
#16

tom73500 En ligne le 18/11/2023 à 17:22 (3 messages sur soudeurs.com)
Bonjour,
Merci beaucoup pour ces 2 premiers "post" récapitulatifs, j'avais trouvé de bonnes informations sur la soudure aluminium à l'arc sur le site que je consulte régulièrement, dans cet article: https://apprentisoudeur.fr/soudure-aluminium-arc-mma/
J'ai trouvé de bons compléments sur ce forum donc je vais tenter de me dépanner et de souder avec des électrodes alu, en suivant vos conseils ! Merci encore pour cette mine d'informations sur le soudage qu'est votre forum !
Sujets connexes les plus populaires
Retour d'expérience Soudage ALU à l'électrode enrobée MMA (Ce Qu'il Faut Savoir)
30/12/2016 07:14:19 - blues93
Réponses : 18
Affichages : 12912
Affichages : 12912
tom73500
04/11/2023 06:58:16
Question Posée Epaisseur et diamètre d’électrodes...
08/02/2012 22:11:32 - coach
Réponses : 8
Affichages : 26428
Affichages : 26428
locouarn
12/11/2019 15:25:42
Question Posée Polarité positive ou négative... je ne comprends plus rien !!
15/08/2012 16:12:39 - Abdias974
Réponses : 5
Affichages : 29626
Affichages : 29626
Aide soudure acier galvanisé avec poste à l'arc
03/03/2009 13:12:58 - beaugosse
Réponses : 1
Affichages : 20996
Affichages : 20996
Admin dusweld1
08/03/2009 10:28:56
Intensité de soudage
22/09/2003 10:02:07 - gerald
Réponses : 3
Affichages : 22009
Affichages : 22009
PPHM
22/09/2003 19:04:19
probleme de soudure alu avec electrodes enrobées
24/03/2007 13:57:37 - proto43
Réponses : 2
Affichages : 23249
Affichages : 23249
Admin dusweld1
25/03/2007 07:51:42
Rutile et intensité de soudage verticale montante
14/03/2009 07:34:57 - LeWax26
Réponses : 8
Affichages : 14756
Affichages : 14756
tungstene
12/12/2014 13:11:41
Comment choisir et sélectionner le diamètre ou la dimension de l'électrode enrobée ?
06/03/2011 13:02:31 - Admin dusweld1
Réponses : 1
Affichages : 7280
Affichages : 7280
arnaud72
06/03/2011 20:08:14
Quelles marques et type d'électrodes rutiles.
09/11/2005 00:57:32 - emmanueltex
Réponses : 10
Affichages : 32033
Affichages : 32033
jacky111
16/11/2010 21:00:37
laitier au milieu de la soudure
23/01/2011 13:01:49 - bernjean84
Réponses : 7
Affichages : 9298
Affichages : 9298
arnaud72
07/02/2011 22:00:31
Choix électrodes encore et toujours mais plus
24/03/2011 20:39:10 - PaulPierrot
Réponses : 4
Affichages : 4385
Affichages : 4385
arnaud72
26/03/2011 20:24:00
soudure à l'arc et tôles
16/08/2004 08:38:31 - thierrydesbois
Réponses : 4
Affichages : 16647
Affichages : 16647
Les différences entre Basique , Rutile , Cellulosique ?
03/07/2013 16:54:14 - Patux666
Réponses : 3
Affichages : 4659
Affichages : 4659
Patux666
03/07/2013 18:20:18
polarité inverter
27/08/2010 18:08:32 - Adiforst
Réponses : 7
Affichages : 11958
Affichages : 11958
arnaud72
31/08/2010 16:14:22
[Résolu] Rebouchage d'un trou avec poste MMA
11/11/2011 09:54:40 - stratos52
Réponses : 6
Affichages : 13054
Affichages : 13054
Admin dusweld1
14/11/2011 03:41:43
Inversion de polarite sur poste Inverter
28/01/2010 06:11:56 - casper92
Réponses : 4
Affichages : 8607
Affichages : 8607
Electrode cellulosique ?
29/06/2007 15:42:38 - JeanMalo
Réponses : 11
Affichages : 23761
Affichages : 23761
Retour d'expérience Problème sur début de cordon en angle!!
17/06/2012 19:08:03 - Regal38
Réponses : 9
Affichages : 5252
Affichages : 5252
arnaud72
18/07/2012 21:20:14
Choix de la tension d'amorçage sur poste à l'arc 50/70v!!
01/07/2013 02:42:56 - Regal38
Réponses : 35
Affichages : 13119
Affichages : 13119
188Dom
07/07/2023 10:24:33
Soudure montante
15/03/2011 20:03:00 - guigui67
Réponses : 3
Affichages : 14072
Affichages : 14072
guigui67
17/04/2011 14:26:16