
7 réponses -
Accéder à la dernière réponse
#1


PEagle En ligne le 26/10/2022 à 13:32 (49 messages sur soudeurs.com)
Sujet : Question Posée MIG/MAG : Difficultés sur les réglages
Bonjour à tous,
Bien que ce soit un Telwin et puisque je l'ai déjà, j'ai décidé d'essayer de lui laisser une chance.
Je vais commander une bouteille d'Ar/CO2 et ce qui va bien avec pour faire cela dans les conditions les plus proches possible des conditions optimales.
Mais voilà, ce poste adore le mystère. Il n'est pas référencé sur le site Telwin et les réglages sont ... je n'ai même pas de mots, ce sont juste des indications sans rien d'autre.
J'ai donc la vitesse de déroulement qui va de 1 à 10 (sans unité sinon ce n'est pas drole).
Le cut-off qui va de 1 à 10 (sans unité sinon ce n'est pas drôle).
Et le voltage qui va de 1 à ... 6... oui, il fallait bien faire différent et vous l'aurez deviné, sans aucune indication d'unité.
Dans tout ce que j'ai pu voir, il est censé y avoir un tableau pour aider aux réglages, mais il est introuvable sur ce poste, et les notices que j'ai pu trouver n'ont rien donné non plus (voire même encore plus surprenant, des intensitées plutôt que des voltages).
Du coup ma question est : y-a-t-il un moyen de mesurer pour trouver les mesures qui devraient être indiquées sur poste ? Quelqu'un aurait-il ce tableau d'équivalence ?
Et question subsidiaire, pour les tubes de contact et buses etc. il y a un moyen facile de savoir lesquels prendre ?
Pour info, c'est un Telwin Bimax turbo 182 avec les photos qui vont bien :

#2

tungstene En ligne le 24/12/2024 à 18:18 (4600 messages sur soudeurs.com)
votre bouton du milieu sert à régler le temps en mode point. En bas c'est6 choix de voltage, et en haut la vitesse du fil , quant aux tube contacts ils sont à filetage M6 quant à leur longueur ( cela varie ) si vous en avez un , il suffit de le mesurer . Dans la page que vous mettez en lien, ce tout petit format de bouteille c'est la ruine , vous allez la siffler en 1/2 h et c'est du 45€ la bouteille
#3
PEagle En ligne le 26/10/2022 à 13:32 (49 messages sur soudeurs.com)
On est d'accord sur tous les points.
Mon problème est que je n'ai aucune équivalence et j'ignore totalement quel genre de voltage correspond à chaque graduation, d'où ma question sur la possibilité de le mesurer d'une quelconque manière (sans risque pour moi ou le matériel).
Pour la bouteille, effectivement, c'est un tout petit modèle, mais comme évoqué dans un autre sujet, c'est ce dont j'ai hérité (avec un poste MIG MAG et c'est visiblement du 100% Argon, il m'en faudra une autre et je prendrai plus gros, probablement 2.3 m³ en 85/15).
C'est bien noté pour le tube contact, je vais chercher cela, il me semble que le mien est trop gros pour le fil que j'ai.
#4
tungstene En ligne le 24/12/2024 à 18:18 (4600 messages sur soudeurs.com)
votre voltage vous le sauriez précisément, cela vous avancerait à quoi? Vous n'allez pas trouvez de recettes toutes prêtes . Un bon réglage cela se trouve en faisant des essais sur des bouts de ferraille équivalent à ceux que vous allez souder
En ce qui concerne les tubes contacts, M6 c'est le diamètre du filetage , si celui que vous avez se visse sur votre torche, c'est OK, ensuite il faut bien sûr choisir le diamètre du trou ou passe le fil en fonction du diamètre de fil que vous utilisez , et la bonne longueur pour que votre tube contact ne dépasse pas de la buse de votre torche de soudage . Si vous n'êtes pas pressé et que vos tubes contacts font dans les 25 mm de longueur https://fr.aliexpress.com/item/1005001780666669.html?spm=a2g0o.productlist.0.0.306f78a2jWy0QL&algo_pvid=ce30cded-f791-49f4-8701-1f9e4ddf5855&algo_exp_id=ce30cded-f791-49f4-8701-1f9e4ddf5855-19&pdp_ext_f=%7B%22sku_id%22%3A%2212000017543650113%22%7D&pdp_npi=2%40dis%21EUR%21%213.66%21%21%210.83%21%21%402100bdca16538386044774009ec5d7%2112000017543650113%21sea
#5
PEagle En ligne le 26/10/2022 à 13:32 (49 messages sur soudeurs.com)
Sans dire que ça me donerait un réglage précis et efficace, ça me donnerait déjà un point de départ pour affiner par la suite.
Comme dit dans le premier message, ce genre de table est censée être dispo avec le poste, ce n'est pas le cas du mien, ce qui fait que je suis dans l'inconnu le plus total, le savoir me permettrait de me rapprocher de ce tableau plutôt que de chercher avec mes deux réglages sans jamais trouver ce qu'il faut.
Pour l'instant j'ai testé sans gaz et donc rien n'est clair pour moi. J'ai cependant une tranchée d'un coté, un rebord de l'autre, et le tout n'a pas l'air d'être fusionné et seulement collé. J'ai essayé les deux polarités au cas où le poste soit mal étiqueté... mais rien n'y fait pour l'instant, je verrai une fois le gaz commandé.
#6
tungstene En ligne le 24/12/2024 à 18:18 (4600 messages sur soudeurs.com)
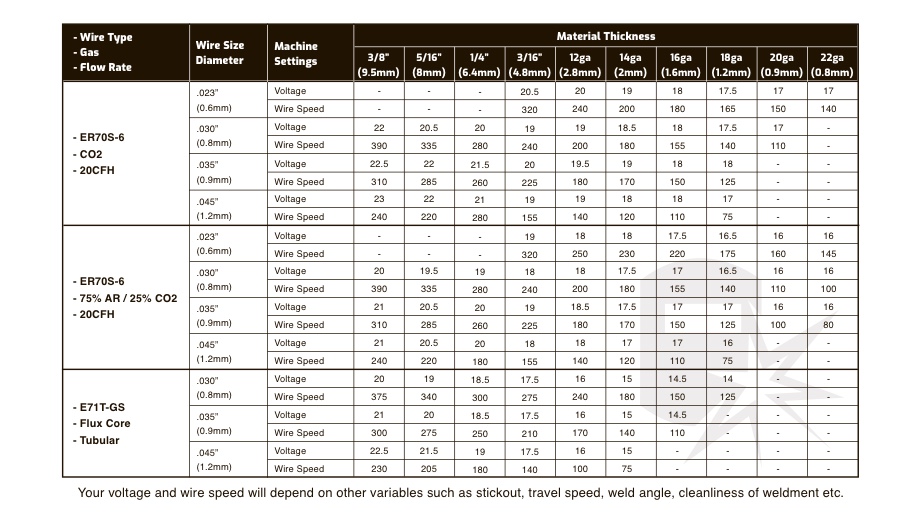
votre poste il plafonne à 140A, vous pouvez estimer que votre bouton du bas vous fait un pas de 23 A à chaque fois, mais cela reste pipé car en fait en MIG ce qui se règle c'est le voltage pas l'intensité et il n'y a pas que ça,outre les épaisseurs on ne met pas le même réglage suivant les types d'assemblages que l'on fait ( angle intérieur, extérieur, bord à bord c'est d'ailleurs ce qu'ils mettent en bas de votre tableau ( your voltage and vire speed etc .....) Vous n'arriverez pas à souder correctement sans faire l'effort d'apprendre avant en vous entraînant sur des bouts de ferrailles .C'est comme se mettre devant un piano et vouloir jouer tout de suite un morceau . Si vous voulez apprendre plus vite il faut casser votre tirelire et acheter un poste MIG synergique
#7
PEagle En ligne le 26/10/2022 à 13:32 (49 messages sur soudeurs.com)
Je sais que l'intensité varie avec la vitesse de déroulement de manière automatique avec un voltage qui reste plutôt constant.
Je sais également que les paramètres varient un peu en fonction de beaucoup de choses.
Mon problème est que je n'ai même pas de point de départ dans ma recherche parce que rien n'est indiqué sur ce poste. En plus avec le MIG, je vais devoir jouer sur 3 paramètres en même temps : le voltage (non indiqué, la vitesse de déroulement du fil (non indiqué non plus) et la vitesse de passage de ma torche dont je n'ai aucune idée de ce qui est bon ou pas.
C'est comme essayer de jouer un morceau sur une guitare dont on ne connait pas l'accordage sur une partition dont on ne connait pas la clef pour reprendre votre analogie.
#8
tungstene En ligne le 24/12/2024 à 18:18 (4600 messages sur soudeurs.com)
tâtez vous moins et lancez vous sur des bouts de ferrailles de 3 mm d'épaisseur, en mettant le voltage sur 3 et la vitesse de fil au milieu de sa plage de réglage
Sujets connexes les plus populaires
Question Posée Comment souder des tôles fines de 2 mm à l'électrode enrobée (MMA)
15/02/2014 22:00:39 - randoux
Réponses : 17
Affichages : 44579
Affichages : 44579
Pierro306
22/09/2019 22:56:24
QUE CHOISIR : SOUDURE A L ARC OU MIG?
08/11/2010 12:27:52 - marco02
Réponses : 14
Affichages : 16135
Affichages : 16135
Yann
23/11/2021 12:43:39
remèdes pour quelques flash d'arc
06/10/2006 14:28:56 - greg42
Réponses : 8
Affichages : 37784
Affichages : 37784
Gott49
18/11/2023 19:43:56
Retour d'expérience gérer un coup d'arc
26/03/2015 18:12:14 - fp_000
Réponses : 11
Affichages : 5809
Affichages : 5809
Question Posée coût des recharges de bouteilles d'oxygène
24/02/2014 08:41:02 - merak
Réponses : 2
Affichages : 34609
Affichages : 34609
Question Posée Prix bouteille argon
03/09/2017 21:52:33 - fanta71100
Réponses : 6
Affichages : 3745
Affichages : 3745
Question Posée Quel poste à souder et équipement de soudage doit choisir le bricoleur novice ?
02/09/2012 15:57:08 - Dominique ADMIN
Réponses : 12
Affichages : 82535
Affichages : 82535
gragra.
19/08/2022 13:43:57
Peut-on souder à l'arc de l'inox sur de l'acier?
16/02/2009 16:45:21 - remiours
Réponses : 8
Affichages : 24072
Affichages : 24072
gastibelza
12/04/2021 20:41:20
Question Posée Ampérage pour soudure profilé inox (à l'arc) : ça colle ou ça troue ! Pourquoi ?
31/08/2016 13:52:23 - olenox
Réponses : 13
Affichages : 3278
Affichages : 3278
olenox
03/09/2016 18:52:10
comment souder le galva ?
29/05/2007 08:39:56 - roman13127
Réponses : 2
Affichages : 10303
Affichages : 10303
gastibelza
12/04/2021 20:55:41
reparer un carter alu
20/08/2012 17:51:11 - drision
Réponses : 4
Affichages : 46553
Affichages : 46553
drision
21/08/2012 21:06:53
Question Posée Conseils pour réussir une soudure d'angle à l'arc EE
10/11/2013 21:54:32 - Pierre_
Réponses : 27
Affichages : 32009
Affichages : 32009
tom73500
14/08/2023 07:51:40
Polarite - soudure arc
25/01/2009 07:42:06 - guillaume75
Réponses : 8
Affichages : 10428
Affichages : 10428
Admin dusweld1
01/02/2009 15:46:33
Question Posée Choix d'un poste à souder pour débutant ?
27/01/2018 21:48:37 - alfabio
Réponses : 19
Affichages : 5293
Affichages : 5293
locouarn
11/11/2023 09:03:00
Question Posée Fabriquer des châssis en profilés type cornières acier
22/03/2009 11:55:14 - frisco
Réponses : 33
Affichages : 97842
Affichages : 97842
mecanix
18/07/2020 16:02:08
Souder des tubes en acier très fins.
14/10/2012 21:22:56 - Gaêtanos
Réponses : 20
Affichages : 32159
Affichages : 32159
Yann
16/10/2021 08:49:51
Fil fourré sans gaz diamètre 0.6
09/08/2009 21:41:26 - Teiiva
Réponses : 20
Affichages : 21235
Affichages : 21235
Mic736
23/01/2022 14:03:00
Question Posée Problème soudure MIG inox
01/03/2017 12:12:03 - Julien-
Réponses : 8
Affichages : 3721
Affichages : 3721
marco29
03/03/2017 20:59:40
Recherche paramètres de soudage de tôle de 3 mm à l'arc avec électrodes
31/05/2014 15:48:07 - MedARC
Réponses : 4
Affichages : 5895
Affichages : 5895
pasor
01/06/2014 10:35:51
Question Posée bouteille d argon
10/02/2015 10:46:42 - pistol
Réponses : 4
Affichages : 17758
Affichages : 17758
Frederic Thiollier
11/02/2015 07:56:31