
29 réponses -
Accéder à la dernière réponse
#1


petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
Sujet : TIG Alu à courant continu
Bonjour à tous,
J'ai crus voir sur le net que l'on pouvait faire du TIG alu avec un poste en courant continu pour des faibles épaisseurs ( >2~3mm )
J'ai un poste Sincosald Novastick 1400 acheté chez RS Soudage
(http://www.rssoudage.com/rs-soudage-00-ecran.htm)
Il peut évoluer en TIG avec une arrivé de gaz sur la torche directement sans passer par le poste...
Du coup je me demande si je peux faire du TIG alu avec mon poste ??
Merci à tous
++BeN

#2

dubby79 En ligne le 11/01/2021 à 09:07 (343 messages sur soudeurs.com)
Bonjour,
Il est possible d'employer un poste électrode pour le soudage TIG DC avec une torche dite "américaine" qui comporte une vanne sur la torche en branchant le gaz en direct. Le problème reste l'amorçage qui doit normalement être réalisé dans ce cas sur une pièce de cuivre.
Par contre le soudage de l'aluminium est impossible ou presque en courant continu.
#3

bernardmarie En ligne le 18/10/2012 à 16:41 (784 messages sur soudeurs.com)
Bonsoir,
Il y a quelques mois nous avons pu lire un message d'un propriétaire d'un poste TIG qui lui avait été vendu comme pouvant souder l'alu. Ce poste posséde un mode pulsé mais il semblait qu'il ne fonctionne pas en courant alternatif.
Comme mon TIG est seulement DC mais a le mode pulsé, je me suis amusé à essayer une ligne de fusion sur l'alu en réglant polarité - et pulsé à 80 hz avec écart d'intensité maxi. J'ai obtenu une ligne de fusion correcte. Il aurait fallu que j'essaie une vraie soudure mais je n'avais pas de baguettes d'alu. J'ai essayé bord à bord bout à bout mais sans succès.
Le courant alternatif a l'avantage d'enlever, lorsque l'électrode est au pôle +., les dépôts d'alumine.
Il existe des électrodes enrobées en alu pour la soudure EE. Sur les boîtes il est marqué "pôlarité CC+"
J'avais lu qu'on pouvait souder l'alu au TIG DC en mettant l'électrode au pôle +. Mais l'électrode tungsten supporte mal le bombardement des électrons. C'est sans doute pourquoi il ne peut s'agir que de petites épaisseurs et très probablement en forçant le débit d'argon pour refroidir l'électrode.
Si vous faites des essais, soyez sympa de nous faire connaître votre retour d'expérience.
Cordialement.
#4
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
j'ai eu confirmation que l'on pouvait faire du TIG en CC pour des faibles épaisseurs...
Je vais m'acheter une torche TiG et faire mes propres test...
++BeN
#5
SIGIS En ligne le 06/04/2012 à 00:58 (3 messages sur soudeurs.com)
Bonjour,
Je viens d'acquérir un TIG 160 courant continu !
J'ai également lu qu'on pouvait souder de l'aluminium en courant continu mais avec de l'helium en place de l'argon.
Ci-dessous lien et explication.
Est ce que quelqu'un emploi ce type de gaz pour souder l'alu et les résultats que cela donne !!
Merci de votre reponse.
ps: il est certain que si possible la vente des poste ac/dc vont chuter ! lol
http://aluminium.matter.org.uk/content/html/FRE/default.asp?catid=&pageid=1
Effets de la polarité sur la pénétration :
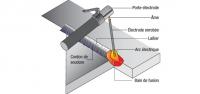
Pour le soudage de l'aluminium, on utilise aussi bien le courant continu (C.C.) que le courant alternatif (C.A.). La forme du bain de fusion et du cordon de soudure peut varier selon le type de courant et selon la polarité de l'électrode.
Il est possible de générer un arc de trois manières différentes :
[*]Courant continu, polarité normale (électrode négative, CC-EN)â?? pénétration profonde
Courant continu, polarité inversée (électrode positive, CA-EP)â?? pénétration faible
Courant alternatif (C.A.)â?? pénétration moyenne
De ce fait, il existe trois possibilités pour souder l'aluminium :
[*]CC-EP : Le courant de soudage doit être réduit de 10% par rapport au courant de soudage normal
CC-EN : Il est nécessaire d'utiliser de l'hélium pur comme gaz de protection, et aucune réduction de courant de soudage n'est nécessaire
C.A. : Le courant doit être réduit de 50-60% par rapport au courant normal
Effet de la polarité de l'électrode sur la pénétration.
#6
bernardmarie En ligne le 18/10/2012 à 16:41 (784 messages sur soudeurs.com)
Bonsoir SIGIS,
J'ai cliqué sur le lien, j'ai regardé le soudage TIG, destruction de la couche d'oxyde, il y est écrit que le TIG DC ne convient pas à la soudure de l'aluminium. Toutefois, en pulsé et pour de faibles épaisseurs avec de l'hélium on pourrait souder l'alu (peut-être).
J'ai fait des lignes de fusion sur l'alu en DC pulsé sous argon mais je n'ai pas réussi de soudure.
Cordialement.
#7
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
l'article dit : "L'utilisation de cette polarité ne détruit pas la couche d'oxyde, ce qui signifie en réalité que cette polarité n'est pas adaptée au soudage de l'aluminium"
En gros, tu passes un coup de meule là où tu dois souder pour enlever la couche d'alumine... et ça devrait marcher :D
le codap donne 2h pour que la couche d'alumine se reforme sur la tôle et sur l'électrode :/
++BeN
#8
dubby79 En ligne le 11/01/2021 à 09:07 (343 messages sur soudeurs.com)
Bonjour,
Soudage de l'aluminium en polarité directe sous hélium, de faible épaisseur en mode pulsé, en polarité indirecte sous argon, à l'électrode enrobée etc...
Effectivement il est possible de souder l'aluminium sous certaines conditions avec du courant continu et/ou pulsé mais ce sont des procédés possibles que sous certaines conditions qui ne conviennent pas au soudage courant des assemblages d'aluminium.
Si vraiment vous voulez souder l'aluminium avec toute la flexibilité que peux offrir le procédé TIG il faut impérativement un générateur délivrant un courant alternatif.
Cordialement
#9


Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour,
Pour votre information :
![]() Comment réaliser le soudage TIG et MIG de l'aluminium et de ses alliages ?
Comment réaliser le soudage TIG et MIG de l'aluminium et de ses alliages ?
![]() La compacité des soudures sur l'aluminium et ses alliages
La compacité des soudures sur l'aluminium et ses alliages
![]() Comment souder un tube bout à bout en aluminium Ø 70 x 6 en TIG AC en position H-L045 ?
Comment souder un tube bout à bout en aluminium Ø 70 x 6 en TIG AC en position H-L045 ?
![]() Quel type d'arc électrique utilisé en soudage TIG de l'aluminium et de ses alliages ?
Quel type d'arc électrique utilisé en soudage TIG de l'aluminium et de ses alliages ?
![]() Méthodes et conseils pour le soudage TIG / GTAW de l'aluminium et de ses alliages
Méthodes et conseils pour le soudage TIG / GTAW de l'aluminium et de ses alliages
![]() Le procédé de soudage TIG / GTAW / 141
Le procédé de soudage TIG / GTAW / 141
Bonne découverte.
Cordialement,
#10
SIGIS En ligne le 06/04/2012 à 00:58 (3 messages sur soudeurs.com)
Bonjour,
Merci a tous pour vos reponses !
En fait au plus simple je dois vendre mon tig 160 dc pulsé hf, pour un ac/dc ??
Cordialement,
#11
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
j'suis dans le même problème...
j'hésite à vendre mon poste Sincosald Novastick 1400 et prendre un TiG -EE en AC/DC
#12
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonsoir,
Désolés de ne pas pratiquer la langue de bois, mais ce que nous avons vraiment du mal à comprendre c'est que vous achetez un poste à souder sans faire la part des choses et que vous posez les questions techniques sur le forum après avoir débourser XXX euros.
A notre humble avis, il est vraiment important de poser les bonnes questions techniques sur le soudage TIG avant d'investir 500 à 1000 euros dans un poste à souder qui ne vous autorise pas à souder de l'aluminium.
En soudage, nous vous assurons que la panacée n'existe pas !
Cordialement,
#13
SIGIS En ligne le 06/04/2012 à 00:58 (3 messages sur soudeurs.com)
si j'avais 900 euros j'aurais acheter un tig ac/dc !!!!
alors je me separe de mon tig, il est neuf pas encore sortie de l'emballage
#14
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
dusweld1, le problème c'est que je me suis renseigné avant...
Notre professeur de soudage m'a certifié qu'en achetant ce poste je pourrais faire du TiG alu en DC pour des faibles épaisseurs...
J'ai donc acheté ce poste... depuis, un "industriel" est venu nous faire un cours de robotique soudage et il s'avère que selon lui c'est pas possible de souder l'alu avec ce poste...(c'est aussi lui le revendeur du poste)
Donc voilà, je suis étudiant, j'ai déboursé plus de 700? pour le poste tout équipé et maintenent j'suis comme un con qui ne peux pas souder l'alu
Bin au final je vais le vendre, et acheter un vrai poste AC/DC
++BeN
#15
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour petibonohm,
Il aurait été judicieux de demander à votre professeur de soudage de vous faire une démonstration de soudage TIG aluminium en DC avec de l'hélium sur de la faible épaisseur pour vous rendre compte avant d'acheter le poste.
Pour nous, cette utilisation reste très spécifique. Elle est peu courante et réservée aux spécialistes.
Cordialement,
#16
dubby79 En ligne le 11/01/2021 à 09:07 (343 messages sur soudeurs.com)
Vous voulez dire que ce revendeur avec le concours de votre professeur vous a vendu un onduleur ARC DC de 103A sans HF, sans "évanouisseur" d'arc ni électrovanne en vous disant que c'était "possible" de souder l'alu sans vous avoir dressé un tableau complet des techniques et matériels adaptés pour accomplir cette tâche???
Comme le dit Dusweld, il aurait judicieux de leurs demandé une petite démonstration, mais il n'est peut être pas trop tard... Vous pourriez ainsi vous rendre compte, et à mon avis eux aussi de ce qu'ils vous ont affirmer être "possible".
#17
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
Le revendeur n'est que le revendeur, je ne lui ai pas demandé conseil... on ne peut pas trop lui en vouloir à lui :/
++BeN
#18
bernardmarie En ligne le 18/10/2012 à 16:41 (784 messages sur soudeurs.com)
Bonsoir petibonohm,
Si vous avez acheté ce poste il y a très peu de temps et qu'il est toujours impeccable, votre revendeur vous le reprendrait peut-être pour vous vendre un AC/DC.
Cordialement.
#19

Invité
Bonsoir,
Je viens de lire les commentaires et je m'étonne de ceux-ci.
J'ai un poste T.I.G. inverter 160 à courant continu et je peux vous assurer qu'avec un tel poste il est possible de souder des tôles d'alu de fine épaisseur.
Je suis professeur de soudure et apprend à mes élèves le soudage de l'alu en courant continu sur tôles fine.
Bonne continuation dans le métier.
Merci.
#20

Yann En ligne hier à 13h49 (1673 messages sur soudeurs.com)
rudybertrand1 Told :
[cit]Bonsoir,
Je viens de lire les commentaire et je m'étonne de ceux-ci.
J'ai un poste T.I.G. inverter 160 à courant continu et je peux vous assurer qu'avec un tel poste il est possible de souder des tôles d'alu de fine épaisseur. Je suis professeur de soudure et apprend à mes élèves le soudage de l'alu en courant continu sur tôles fine. bonne continuation dans le métier merci.
Bonsoir,
Pour beaucoup de nos lecteurs, il serait intéressant, puisque vous dites être professeur, de nous en dire beaucoup plus. Ce forum s'enrichirait bien d'un topo sur le sujet.
Merci.
Cordialement.
Yann
#21
Invité
bonsoir,
Bien, pour le soudage de tôles en alu de fine épaisseur avec un poste de soudage T.I.G. en courant continu. Il faut dans un premier temps, inversé les polarités. + à la torche et - à la masse. le courant de soudage aura pour effet de décaper l'alu vu que le sens du courant va du - vers le + et la chaleur sera moins importante sur l'alu T° de fusion de l'alu est de 660,3°C. coté gaz l'argon pur fera très bien l'affaire. petit inconvénient le tungstène sera en surchauffe et il y aura création d'une boule au bout de celui-ci.
Le tungstène sera pur.La position de la torche en cour de soudage est la même. Je vous invites à faire vos essais suivant c'est indications.Si vous avez d'autre questions sur ce sujet poser les je me ferai un plaisir d'y répondre.
bien à vous.
#22
Invité
re bonsoir,
Au passage il existe sur le marché du soudage des unité d'extension T.I.G. qui permette de transformer un poste inverter à l'électrode enrobée en poste T.I.G. . cela permet d'amorcer l'arc à distance. l'unité est fournie avec une torche avec robinet intégré pour l'arrivée du gaz. Cette unité revient à une histoire de 200 euros. voilà pour ceux qui voudraient investir à petit prix dans un poste T.I.G. sans pour autant se séparer de leur inverter à électrode enrobée.
bonne continuation merci.
#23
petibonohm En ligne le 16/11/2018 à 20:25 (9 messages sur soudeurs.com)
Je connais bien ce genre de torche avec robinet c'est ce que l'on m'a proposé...
pour amorcer vous avez la HF sur votre inverter ? moi je l'ai pas sur mon petit Sincosald
200? c'est quand même un investissement surtout si l'on n'arrive pas à le faire fonctionner correctement...
niveau qualité du cordon, d'aspect c'est identique qu'un tig classique ?
merci pour vos réponses !
#24
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour rudybertrand1,
Nous prenons bonne note de votre retour d'expérience sur le soudage aluminium en courant continu et vous remercions de votre participation.
Pour nous, cette utilisation en courant continu DC reste très spécifique.
Elle est peu courante et réservée aux spécialistes.
Vous nous dites le contraire dans votre réponse.
Vous parlez de faible épaisseur soudée en TIG DC ...
Quelles sont les épaisseurs soudées ?
Quelle est la qualité de l'électrode de tungstène ?
Quelle est la qualité de la soudure après soudage (ressuage, radio, pliages) ?
Seriez vous disposé à réaliser un article technique détaillé sur le soudage de l'aluminium avec un poste TIG en courant continu DC avec des photos à l'appui.
Nous le publierions sur le site pour informer nos lecteurs.
Cordialement,
#25
Invité
Bonjour petibohm,
L'unité d'extension c'est justement la haute-fréquence que tu as besoin pour ton inverter rien de plus.
Pour la suite je vais faire mon possible pour faire un dossier sur le soudage de l'aluminium en courant continu.
J'en profiterai pour faire participer mes élèves dans ce projet.
Pour ce faire je vais utiliser un poste inverter acheter dans le commerce photos à l'appui et ensuite un poste inverter à l'électrode enrobée branché sur une unité d'extension haute fréquence et réaliser des soudures sur tôles en alu d'épaisseur variée.
Cordialement,
#26
Yann En ligne hier à 13h49 (1673 messages sur soudeurs.com)
Bonjour,
Rudybertrand, veuillez excuser mon impatience, mais j'ai grande envie de connaître les "ficelles du métier de soudeur" de l'aluminium au TIG en courant continu. Pouvez-vous nous annoncer pour bientôt votre article sur ce sujet ? Dans cette attente je vous souhaite bon courage.
Cordialement.
Yann
#27
Admin dusweld1 En ligne le 02/06/2012 à 06:57 (3734 messages sur soudeurs.com)
Bonjour rudybertrand1,
Nous n'avons pas de nouvelles de votre part ?
Nous attendons toujours votre petit dossier d'explications du soudage de l'alu en courant continu DC sur faible épaisseur.
Cordialement,
#28
Invité
Salutations,
En ce qui concerne le procédé TIG pour les non pro (4mm maxi)
Je voulais éclaircir certains points après avoir lu vos posts :
On doit utiliser un gaz suivant la nature de l'acier.
Si présence d'Hélium dans la composition de son gaz c'est Polarité négative sinon pour le reste comme l'Argon pur on peut être en DC ou AC.
Pour être sûr, choisir Argon pur 4.8 que l'on peut employer sur quasiment tous les matériaux dont l'aluminium.
Attention un commercial son métier c'est de vendre et après de conseiller si possible mais n'a pas de connaissance poussée sur la technologie propre.
Mon conseil est donc tout simplement de taper sur son explorateur ''soudage Tig aluminium en video'' pour obtenir des démonstrations mais cela reste commercial à la fin ou de se rendre sur des sites plus technologique et avoir la patience de ce documenter.
Bye
#29
blues93 En ligne le 29/02/2024 à 08:46 (24 messages sur soudeurs.com)
Pour Info, j'ai lu que le EWM PicoMIG 180 PULS, bien que seulement DC
permet de souder l'alu ......
#30

Bonjour blues93,
Ce sujet de discussion parle de TIG et non de MIG
Bien Cordialement
Dominique ADMIN En ligne le 03/11/2019 à 14:20 (13128 messages sur soudeurs.com)
Envoyé par blues93
Pour Info, j'ai lu que le EWM PicoMIG 180 PULS, bien que seulement DC
permet de souder l'alu ......
Bonjour blues93,
Ce sujet de discussion parle de TIG et non de MIG
Bien Cordialement
Sujets connexes les plus populaires
Comment souder 2 toles inox fines 1 mm bord à bord ?
13/11/2009 01:40:45 - perso85
Réponses : 8
Affichages : 22896
Affichages : 22896
Question Posée Réglages TIG et technique soudage inox (plaques et tubes)
08/12/2012 15:03:03 - ferguss
Réponses : 25
Affichages : 38022
Affichages : 38022
mecanix
26/02/2021 12:36:17
Question Posée soudure TIG sur fine épaisseur de tôle d'acier...
26/04/2013 08:06:37 - NANIETLOLO
Réponses : 16
Affichages : 20872
Affichages : 20872

YannA
20/11/2019 12:45:01
Question Posée Tig Inox sur tube
04/07/2017 19:09:11 - Tharkey
Réponses : 9
Affichages : 4817
Affichages : 4817
Dominique ADMIN
09/07/2017 19:07:38
Question Posée Grand débutant soudure procédé TIG
10/08/2014 19:19:05 - soudure076
Réponses : 7
Affichages : 12978
Affichages : 12978
tungstene
17/08/2014 09:31:08
Solution Soudure aluminium en TIG
19/06/2014 17:43:43 - jerome289
Réponses : 23
Affichages : 7412
Affichages : 7412
jerome289
25/06/2014 18:20:03
Question Posée Quel Gaz utiliser pour une Soudure TIG INOX trés propre
14/05/2018 16:11:03 - Prosper33
Réponses : 5
Affichages : 1547
Affichages : 1547
tungstene
16/05/2018 11:53:49
Question Posée conseil pour reglage tig alu tole 3mm
24/01/2014 08:16:07 - mitch76
Réponses : 11
Affichages : 10145
Affichages : 10145
mitch76
27/01/2014 04:23:10
Proposition Tableau des réglages pour tig pulsé 200A ,en coopération avec vous tous
03/02/2019 20:58:45 - SIRIUS RAOH
Réponses : 25
Affichages : 2087
Affichages : 2087
Dux
17/03/2022 16:22:39
problème soudage aluminium au TIG
30/05/2008 08:42:04 - metabase
Réponses : 10
Affichages : 8969
Affichages : 8969
olive36
14/04/2009 21:33:18
Question Posée Soudure tole 1mm inox tig
15/12/2016 09:52:15 - nicolas17
Réponses : 21
Affichages : 3933
Affichages : 3933
shocker
05/11/2022 09:24:30
Question Posée Taille de buse de torche TIG ?
25/06/2017 10:44:55 - Tharkey
Réponses : 8
Affichages : 3710
Affichages : 3710
Dominique ADMIN
26/06/2017 18:27:05
Question Posée Débuts au Tig, besoin de quelques conseils basiques svp....
11/01/2016 21:11:58 - macumbeiro67
Réponses : 75
Affichages : 13074
Affichages : 13074
macumbeiro67
28/01/2016 18:38:04
soudure inox sombre
13/04/2009 08:13:30 - darion29
Réponses : 10
Affichages : 7222
Affichages : 7222
eric1
13/08/2020 13:01:39
Question Posée soudure radio tig sur tuyauterie eau surchauffée ?
03/11/2007 17:08:43 - fred11
Réponses : 28
Affichages : 30303
Affichages : 30303
ptitdrummer
04/12/2014 18:48:05
Question Posée Souder à la godille
07/04/2007 15:07:00 - floriandavy
Réponses : 18
Affichages : 32132
Affichages : 32132
SavoirFer
10/04/2019 19:40:55
Question Posée Quel salaire moyen en soudure TIG ?
24/02/2015 08:56:06 - Galliezb
Réponses : 2
Affichages : 8834
Affichages : 8834
Galliezb
25/02/2015 08:55:11
Question Posée Débit Argon, flexibilités de réglage ou non?
08/06/2018 10:54:42 - Zealot
Réponses : 11
Affichages : 1832
Affichages : 1832
juju75013
10/07/2018 18:24:28
TIG Alu à courant continu
18/05/2009 08:53:05 - petibonohm
Réponses : 29
Affichages : 30139
Affichages : 30139
Dominique ADMIN
17/03/2017 11:36:45
soudure TIG cramée sur inox .....
23/06/2016 14:29:40 - docsam
Réponses : 22
Affichages : 3764
Affichages : 3764
Dominique ADMIN
22/08/2016 18:18:00