
Elles peuvent être modifiées sans préavis et n'engagent pas la responsabilité du site et de son auteur.
1 - Introduction
La nouvelle norme NF EN 287-1 de septembre 2011 relative à la qualification du personnel soudeur avec procédés de soudage par fusion sur l'acier remplace la norme NF EN 287-1 de juillet 2004 ainsi que son amendement A2 de 2006.
Nos commentaires sur cette norme :
Notre plus grand regret lors de la lecture de cette nouvelle version est de s'apercevoir que les participants aux commissions de normalisation du soudage n'ont pas pris la peine d'intégrer un tableau de correspondance des domaines de validités des types d'assemblage, la qualification de soudeur sur le joint emmanché (socket welding) et la qualification du soudeur sur le piquage de tube sur tube (qui n'est toujours pas codifié?).
2 - Références normatives
Dans le paragraphe 2 intitulé Références normatives, certaines normes listées dans l'EN 287-1 de 2004 sont abandonnées et remplacées par de nouvelles dans l'EN 287-1 de 2011.
La norme EN ISO 4063:2009 (Nomenclature et numérotation des procédés) remplace la norme ISO 4063:1998.
La norme EN ISO 17637:2010 (Contrôle visuel) remplace la norme EN 970:1997.
La norme EN ISO 5173:2010 (Essais de pliage) remplace la norme EN 910:1996.
 Nous vous invitons à télécharger l'excellent document récapitulatif des normes du soudage par fusion (en langue anglaise) de Monsieur Mathias LUNDIN du SWEDISH WELDING COMMISSION
Nous vous invitons à télécharger l'excellent document récapitulatif des normes du soudage par fusion (en langue anglaise) de Monsieur Mathias LUNDIN du SWEDISH WELDING COMMISSION [*]
[*]Normalisation du soudage par fusion à l'arc
3 - Procédés de soudage
Dans le paragraphe 4 intitulé Numérotation, symboles et abréviations :
La numérotation du procédé de soudage 136 M (soudage MAG avec fil fourré de poudre métallique) est remplacé par le procédé 138
La numérotation du procédé de soudage 136 (soudage MAG avec fil fourré) ne concerne plus que le soudage MAG avec fils fourrés avec laitier (rutile ou basique).
Les procédés de soudage 142, 143 et 145 sont ajoutés à la précédente liste (paragraphe 4.2 en page 9 de la norme)
142 Soudage TIG autogène.
143 Soudage TIG avec fil fourré ou baguette fourrée.
145 Soudage TIG utilisant un gaz réducteur et un apport sous forme de baguette ou de fil.
Dans le paragraphe 5.2, le procédé de soudage 135 qualifie le procédé 138 et inversement.
Dans le paragraphe 5.2, les procédés de soudage 141, 143 et 145 qualifient les procédés 141, 142, 143 et 145.
Le procédé 142 ne qualifie que le procédé 142.
4 - Abréviations
Aucun changement notable dans le paragraphe 4.3. intitulé Symboles et abréviations.
5 - Type de soudure
Attention :
Les soudures bout à bout à pleine pénétration ne qualifient plus (ou pas) les soudures d'angle et vice versa. (voir paragraphe 5.4 point b)Le point c du paragraphe 5.4 demande que le soudeur réalise une soudure monopasse en assemblage d'angle sur tôle d'au moins 10 mm d'épaisseur en position PB en plus de l'assemblage bout à bout.
6 - Produits consommables de soudage
L'ancien tableau 3 intitulé Domaines de validité pour les produits consommables de soudage de la norme NF EN 287-1:2004 a été divisé en deux tableaux N°3 (électrodes enrobées) et N°4 (fils massifs et fils fourrés) dans la nouvelle version.
Une erreur s'est glissée dans le tableau 3 intitulé Domaine de validité pour les électrodes enrobées à la note b qui parle de fil fourré ?
Attention :
Les pliages sont requis sur le procédé 138 avec fil fourré à poudre métallique type M (metal cored)7 - Dimensions (épaisseurs et diamètres)
Une modification importante est à noter concernant les soudures de piquage.
Les épaisseurs à prendre en compte dépendent du type de piquage.
- Piquages posés : épaisseur et diamètre du tube rapporté du piquage
- Piquages emboités ou pénétrants : épaisseur du tube support et diamètre du tube rapporté du piquage.
8 - Positions fondamentales de soudage
Les domaines de validité des positions de soudage sont similaires à l'ancienne norme.
Une modification importante est à noter concernant le remplacement des positions de soudage PF Tube et PG Tube :
La position PH (Tube) remplace la PF (Tube) 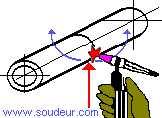 La position PH (Angle ou Piquage de tube sur tôle) remplace la PF (Angle sur tube ou Piquage de tube sur tôle)
La position PH (Angle ou Piquage de tube sur tôle) remplace la PF (Angle sur tube ou Piquage de tube sur tôle) 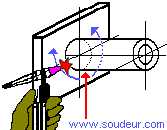 La position PJ (Tube) remplace la PG (Tube)
La position PJ (Tube) remplace la PG (Tube) 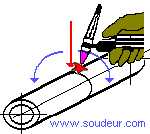 La position PJ (Piquage de tube sur tôle) remplace la PG (Angle sur tube ou Piquage de tube sur tôle)
La position PJ (Piquage de tube sur tôle) remplace la PG (Angle sur tube ou Piquage de tube sur tôle) 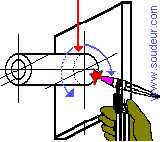 La position PC pour les angles de tôle est ajoutée.
La position PC pour les angles de tôle est ajoutée.  La position PE pour les angles de tôle est ajoutée.
La position PE pour les angles de tôle est ajoutée.  La réalisation d'un essai sur tube en position PH (montante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position H-L045 (incliné à 45°). La réalisation d'un essai sur en position PJ (descendante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position J-L045 (incliné à 45°). Les diamètres de tube supérieurs ou égaux à 150 mm peuvent être soudés dans les deux positions pour 2/3 de la circonférence en PH et 1/3 de la circonférence en PC ou 2/3 de la circonférence en PJ et 1/3 de la circonférence en PC). Dans le tableau 8 intitulé Domaine de validité pour les positions de soudage, il y a l'ajout de la note c qui précise que la position pour les essais en position PH sur tube comprend les positions PE, PF et PA. La position pour les essais en position PJ sur tube comprend les positions PA, PJ et PE.
La réalisation d'un essai sur tube en position PH (montante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position H-L045 (incliné à 45°). La réalisation d'un essai sur en position PJ (descendante) et d'un essai en position PC (corniche) sur un même diamètre de tube qualifie la position J-L045 (incliné à 45°). Les diamètres de tube supérieurs ou égaux à 150 mm peuvent être soudés dans les deux positions pour 2/3 de la circonférence en PH et 1/3 de la circonférence en PC ou 2/3 de la circonférence en PJ et 1/3 de la circonférence en PC). Dans le tableau 8 intitulé Domaine de validité pour les positions de soudage, il y a l'ajout de la note c qui précise que la position pour les essais en position PH sur tube comprend les positions PE, PF et PA. La position pour les essais en position PJ sur tube comprend les positions PA, PJ et PE. 9 - Détails concernant le soudage
Dans le paragraphe 5.9, le nota a) L'épaisseur de gorge doit être dans la plage 0,5 × t ≤ a ≤ 0,7 × t qui était dans le tableau 9 de l'ancienne norme a été supprimé du tableau 10 de la nouvelle norme.
10 - Contrôles et essais sur les éprouvettes de qualification de soudage
La phrase suivante est ajoutée dans le paragraphe 6.3 :
La gorge requise pour l'assemblage de qualification de soudures d'angle doit être définie dans le DMOS-P ou le DMOS utilisé pour l'épreuve de qualification.
La phrase suivante est enlevée du paragraphe 6.4 :
Lorsqu'un contrôle par radiographie de soudures bout à bout à pleine pénétration, réalisées par les procédés 131, 135, 136 (uniquement fil fourré de métal) et 311 (voir également le Tableau 10 note de bas de tableau b) est effectué, il doit être complété soit par deux essais de pliage supplémentaires (un pliage endroit et un pliage envers ou deux pliages côté), ou deux essais de texture (un à l'endroit et un à l'envers).
Elle est replacée dans le paragraphe 6.5.2.
La phrase suivante est enlevée du paragraphe 8 Contre-essais :
S?il est établi que cet échec est d'origine métallurgique ou est dû à d'autres causes extérieures qui ne peuvent
être directement imputées au manque d'habileté du soudeur, une épreuve supplémentaire est exigée afin d'évaluer
la qualité et l'intégrité du nouveau matériau soumis à l'essai et/ou des nouvelles conditions d'essai.
11 - Certificat de qualification de soudeur
Il y a un ajout de notion de signature électronique dans le paragraphe 9.3
Selon l'annexe B de la norme, il semble qu'il est possible de rédiger un certificat de qualification avec 2 essais combinés de qualification :
Il y a une erreur dans l'exemple B.5 Exemple 5
Le bout à bout ne qualifie plus l'angle.
12 - Quelques liens Internet utiles
13 - Vos commentaires utiles sur cet article
Vous avez la possibilité de commenter cette page, de réagir ou de compléter les informations en rédigeant un message dans le cadre ci-dessous intitulé Ecrire un commentaire
Votre message sera vu et lu uniquement par les lecteurs de cet article
Nous vous remercions par avance de votre sollicitude et de votre aide pour l'amélioration des données techniques du site.
Veuillez respecter la ligne éditoriale de l'article technique en question.
Nous rappelons à nos aimables visiteurs que nos ressources techniques et nos croquis ne peuvent être ni copiés ni utilisés sans autorisation écrite de notre part.

