
L'article technique aborde la réparation par soudage de certaines fontes.
ESAB améliorant constamment ses produits, se réserve le droit de modifier sans préavis les caractéristiques contenues dans cet article.
D'autre part, les opérations de soudage faisant intervenir de nombreux paramètres qui ne sont pas sous le contrôle d'Esab, le Groupe Esab ne peut être en aucun cas tenu pour responsable du résultat obtenu sauf accord écrit de notre part.
Généralités
La fonte est constituée d'alliages de fer avec une teneur de carbone de 2 à 5%, une teneur de silicium de 1 à 3% et jusqu'à 1% manganèse.
La fonte est caractérisée par urre faible tenacité, faible dureté, et faible résistance mécanique.
Généralement la fonte est un métal très cassant.
Pour améliorer ces caractéristiques, la fonte est fréquemment traitée thermiquement ou alliée.
Les types de fonte les plus usuels sont:
[*] fonte grise
[*] fonte nodulaire
[*] fonte malléable
[*] fonte à graphite sphéroïdal
[*] fonte blanche
La haute teneur en carbone affecte considérablement la soudabilité.
En fonction des différentes types de fonte, la soudabilité varie.
La soudabilité de quelques types est limitée, et quelques nuances sont considérées comme non-soudables.
Tous les types de fonte peuvent être soudés avec succès, à l'exception de la fonte blanche en raison de sa fragilité
Métaux d'apport ESAB pour la fonte
| Type | ARC E.E. / SMAW | MAG F.F. / FCAW |
| Nickel pur | OK 92.18 | |
| Nickel-fer | OK 92.58 | |
| Nickel-fer | OK 92.60 | OK Tubrodur 15.66 |
| Nickel-cuivre | OK 92.78 |
Type de nickel pur
En principe, la fonte est soudée avec des électrodes de nickel pur.
Le nickel est capable d'absorber plus de carbone sans variation de ses caractéristiques.
La dilatation thermique du nickel et de la fonte sont comparables.
Le nickel est plus tenace que les autres métaux d'apport, et on peut l'usiner très facilement.
Le nickel est utilisé pour remplir des cavités, porosités, défauts d'usinage et pour exécuter des réparations avec une dureté demandée à 150 HB.
Le nickel n'est pas recommandé pour les matériaux ferreux avec une haute teneur en soufre ou en phosphore.
Type ferro-nickel
Pour avoir une résistance mécanique plus elevée, on peut utiliser les électrodes ferro-nickel pour le soudage de la fonte ainsi que la fonte avec l'acier.
En raison de la part du fer dans le métal d'apport fondu, sa dureté augmente un peu en comparaison avec le métal d'apport déposé de nickel pur. Le métal d'apport déposé est usinable.
Le type ferro-nickel est moins sensible aux dilutions du soufre et du phosphore que le type de nickel pur
Type nickel-cuivre
Le type de nickel-cuivre est recommandé si le métal fondu doit avoir la même couleur que le métal de base. Le métal déposé est facilement usinable.
Type acier non allié
L'application de ce type d'électrode est limitée à un emploi non-critique et si l'usinage n'est pas nécessaire.
Préparation des bords pour la fonte
[*]L'angle d'ouverture des bords doit être plus grand que pour l'acier de construction.
[*]Tous les bords doivent être arrondis.
[*]En principe, il est préférable de faire une préparation des bords en U.
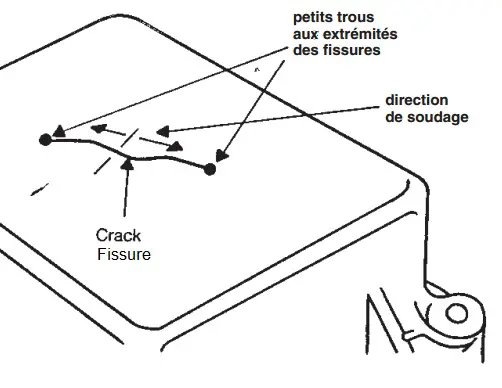
[*]Toutes les fissures doivent être ouvertes pour garantir l'accessibilité
[*]Pour la réparation, on doit percer des petits trous aux extrémités des fissures pour stopper l'évolution, voir ci-dessous.
Etant donné que la fonte a une microstructure poreuse, la présence d'huile et d'autres liquides pourraient affecter sa soudabilité: on doit les éliminer avant le soudage.
Pour brûler ces liquides à l'intérieur, un préchauffage est nécessaire.
Ce n'est pas possible dans le plus souvent des cas à cause de la forme de la pièce ou
des limites de temps.
Une possibilité pour éluder ce problème est l'utilisation de l'électrode de gougeage OK 21.03.
Elle est idéale pour la préparation de la réparation de la fonte, parce qu'elle brule les impuretés et le graphite, ce que réduit le risque des fissures et des porosités pendant le soudage.
Par un meulage normal au fond du chanfrein, les souillures et impuretés restent et cela peut causer des problèmes pendant le soudage.
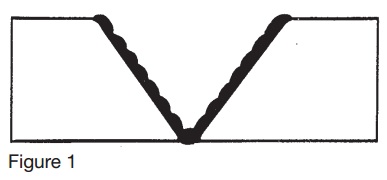
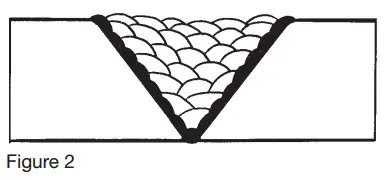
Pour certaines soudures il est conseillé d'utiliser la technique du beurrage.
L'opération consiste à déposer un métal par rechargement sur toute la surface des bords à assembler (figure 1 et 2 ci-dessous).
Cette technique est utilisée pour éviter la formation de phases fragiles.
Au refroidissement les contraintes de retrait du métal déposé des passes suivantes auront plus d'effet sur la passe de beurrage ductile que dans la zone affectée du métal de base.
Soudage des fontes sans préchauffage
La plupart des réparations de fonte sont effectuées par le procédé ARC E.E. / SMAW (soudage à l'électrode enrobée).
Aujourd'hui on soude sans préchauffage selon les recommandations suivantes:
[*]souder par passes courtes (soudures discontinues) (20-30 mm), en fonction de l'épaisseur
[*]utiliser des électrodes de faible diamètre, souder avec une faible intensité
[*]maintenir en permanence la température du métal au-dessous de 100°C
[*]marteler la soudure immédiatement après le soudage avec un marteau arrondi.

